Top 5 Tren Baju Lebaran 2026 di Indonesia: Simpel, Elegan, dan Multifungsi
Proses Warping (Penghanian) Dalam Persiapan Pertenunan
Dalam proses pertenunan, warping merupakan salah satu
rangkain dalam proses persiapan pertenunan. Sebelum benang lusi dan benang
pakan ditenun maka langkah awal adalah mempersiapkan bahan baku terlebih dahulu
kemudian bahan baku tersebut diproses agar siap untuk dilakukan penganyaman
atau ditenun. Bagaimana proses warping? Yuk kita simak:
Warping (Penghanian) adalah proses menggulung atau
memindahkan benang dari cones yang ditempatkan pada creel ke beam hani/warping.
Tujuan dari proses warping ini adalah untuk mensejajarkan benang dan menyamakan
tegangan benang.
Input dari proses warping adalah:
1.
Rencana proses dari PPIC.
2.
Benang berbentuk cones.
Urutan proses warping adalah sebagai
berikut:
1.
Proses ini dimulai dengan
membongkar benang dari karung, pastikan jenis, Ne, dan supplier benang sesuai
dengan rencana proses.
2.
Tata
cones benang pada kereta/trolly.
3.
Melewatkan
benang pada ruangan yang dilengkapi dengan lampu ultraviolet untuk memastikan
benang tidak terkontaminasi bahan lain.
4. Kemudian memasang benang pada creel mesin warping.
·
Tarik ujung benang dan
potong ekornya.
·
Benang tidak boleh jatuh dan tergores cutter untuk
menghindari kerusakan.
·
Jumlah cones yang dipasang
pada creel harus sesuai dengan konstruksi.
·
Panjang sambungan benang
maksimal 5 mm.
5. Melewatkan benang pada alur ring washer.
·
Sudut 90o dan
benang pinggir 135o.
·
Benang masuk ring waser
dengan alur membentuk huruf S.
·
Untuk konstruksi khusus
dilakukan penambahan ring pada ring washer.
·
Ring washer harus bersih
dari fly waste.
6. Penyisiran
·
1 lubang sisir untuk 1
helai benang tidak boleh dompo.
·
Pembuatan silangan harus
selang-seling antara benang nomor genap dan nomor ganjil.
·
Penyisiran harus center,
tidak boleh ada benang silang
7. Kontrol
area head beam
·
Setting counter pada
posisi 0 (nol).
·
Beam harus bersih
piringannya dan tidak boleh ada benang sisa di permukaan as beam.
·
Benang pada roll harus
rata dan tidak boleh menumpuk.
·
Hasil warping gulungan benang harus rata tidak
boleh cekung maupun cembung.
·
Putaran beam tidak boleh
oleng.
·
Brake (rem) berfungsi
dengan baik tidak boleh terjadi satu setengah putaran (putusan benang tidak
boleh lewat sisir).
·
Posisi press beam harus
center dengan as beam.
8. Kontrol
area creel.
·
Ring washer harus bersih
tidak boleh ada flywaste.
·
Alur benang tidak boleh
keluar dari ring washer.
·
Ring washer harus
berputar.
·
Sudut 90o dan
benang pinggir 135o tidak boleh berubah.
·
Otomatis lusi harus
bersih dan tidak boleh ada flywaste.
·
Otomatis lusi harus
berfungsi sebagaimana mestinya.
·
Posisi cones harus lurus
(tegak lurus).
·
Jarak antar benang dengan
ring waser 30cm untuk mengantisipasi balonning.
·
Ring washer harus lurus.
9. Mengatasi
benang putus.
·
Benang putus harus dicari
ujungnya, tidak boleh menyilang
·
Panjang sambungan benang
maksimal 5 mm, jika terlalu panjang dipotong menggunakan gunting.
·
Sisa potongan benang
ditempatkan dalam kantong celemek tidak boleh berserakan.
·
Selesai penyambungan
benang di head beam di tahan dulu untuk menyesuaikan tension baru kemudian
diulur lepas.
10. Dopping
beam warping
·
80 m menjelang dopping
dipasang crash (tali rafia).
·
Setiap beam warping
diberi identitas meliputi tanggal, jenis benang, jumlah benang, panjang benang, dan angka putus.
·
Potongan benang di bagi
menjadi 8 bagian.
·
Tidak boleh terkena
benturan dengan beam lain.
11. Penimbangan
beam hasil warping.
·
Sebelum menimbang
pastikan timbangan menunjukan angka 0 (nol).
·
Beam harus berada di
tengah plat timbangan.
·
Tidak boleh ada benang
yang rusak/terbentur roda kereta.
·
Catat hasil penimbangan.
12. Penempatan
beam di area stock beam warping.
·
Satu lajur beam untuk
satu konstruksi yang sama.
·
Penempatan beam harus
ditutup agar tidak kotor.
·
Piringan beam tidak boleh
mengenai / membentur beam lain untuk menghindari kerusakan benang.
13. Cek
hardness beam.
14. Selama
mesin beroperasi bersihkan area mesin sesering mungkin setidaknya setiap 10.000
m harus membersihkan lantai.
Adapun output dari proses warping
adalah :
1. Beam warping yang berkualitas.
2. Permukaan benang harus rata, tidak
boleh cembung ataupun cekung
3. Tegangan benang harus sama dan sejajar
4. Panjang benang setiap beam dalam 1
set harus sama panjang.
5. Beam flange tidak boleh oleng atau
cacat.
Demikian adalah proses dari proses
persiapan pertenunan, semoga informasi tersebut bermanfaat dan dapat menambah
wawasan Anda.
Search
Categories
Recent Posts
-
 Top 5 Tren Baju Lebaran 2026 di Indonesia: Simpel, Elegan, dan Multifungsi
Top 5 Tren Baju Lebaran 2026 di Indonesia: Simpel, Elegan, dan Multifungsi
-
 Tampil Beda! 6 Aksesori Pria yang Bikin Penampilan Makin Standout
Tampil Beda! 6 Aksesori Pria yang Bikin Penampilan Makin Standout
-
 Tren Sarung Celana, Perpaduan Nyaman antara Tradisi dan Gaya Modern
Tren Sarung Celana, Perpaduan Nyaman antara Tradisi dan Gaya Modern
-
 Profesi Stylist. Orang di Balik Outfit Ikonik Selebriti
Profesi Stylist. Orang di Balik Outfit Ikonik Selebriti
-
 The Pankou Trend: Dari Dinasti ke Runway Internasional
The Pankou Trend: Dari Dinasti ke Runway Internasional
-
 American Drill vs Japanesse Drill, Apa Sih Bedanya?
American Drill vs Japanesse Drill, Apa Sih Bedanya?
-
 Tamagotchi Kembali Populer—Kini Jadi Aksesori Fashion, Bukan Sekadar Mainan
Tamagotchi Kembali Populer—Kini Jadi Aksesori Fashion, Bukan Sekadar Mainan
-
 Kisah Inspiratif Bhavitha Mandava, Dari Penumpang Kereta Jadi Brand Ambassador Chanel
Kisah Inspiratif Bhavitha Mandava, Dari Penumpang Kereta Jadi Brand Ambassador Chanel
-
 Dadcore, Nostalgia Fashion, dan Mengapa Generasi Muda Berpakaian Seperti Bapak-Bapak
Dadcore, Nostalgia Fashion, dan Mengapa Generasi Muda Berpakaian Seperti Bapak-Bapak
-
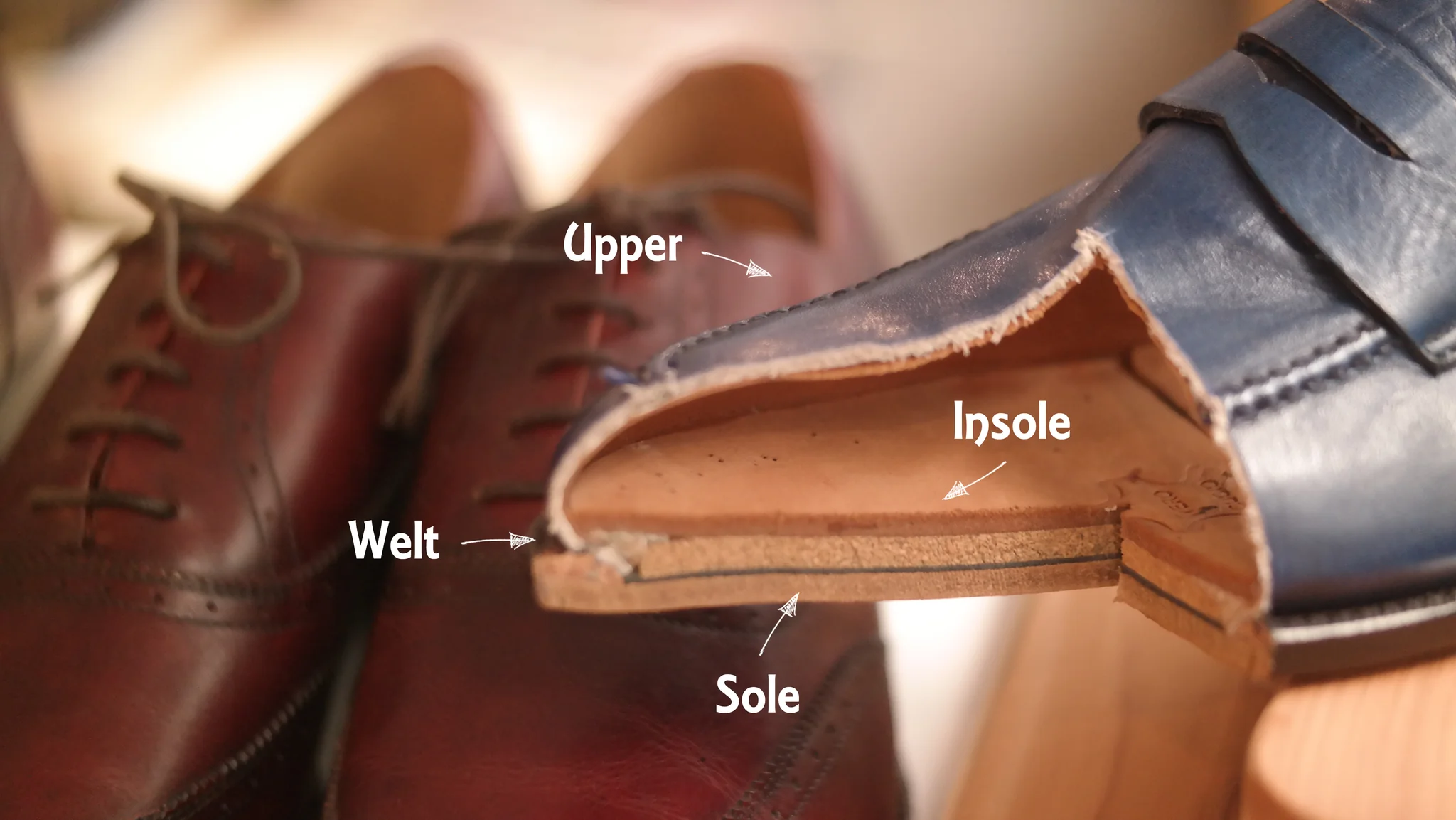 Goodyear Welted, Rajanya Konstruksi Sepatu Kulit Premium yang Awet dan 'Bandel'
Goodyear Welted, Rajanya Konstruksi Sepatu Kulit Premium yang Awet dan 'Bandel'
-
-
Tampil Beda! 6 Aksesori Pria yang Bikin Penampilan Makin Standout
-
Tren Sarung Celana, Perpaduan Nyaman antara Tradisi dan Gaya Modern
-
Profesi Stylist. Orang di Balik Outfit Ikonik Selebriti
-
The Pankou Trend: Dari Dinasti ke Runway Internasional
-
American Drill vs Japanesse Drill, Apa Sih Bedanya?
-
Tamagotchi Kembali Populer—Kini Jadi Aksesori Fashion, Bukan Sekadar Mainan
-
Kisah Inspiratif Bhavitha Mandava, Dari Penumpang Kereta Jadi Brand Ambassador Chanel
-
Dadcore, Nostalgia Fashion, dan Mengapa Generasi Muda Berpakaian Seperti Bapak-Bapak
-
Goodyear Welted, Rajanya Konstruksi Sepatu Kulit Premium yang Awet dan 'Bandel'
KAIN POPULER
ARTIKEL POPULER
Pembayaran
Pengiriman